- Home
- Soluciones Industriales
-
Productos
Sus necesidades
Nuestra prioridad - Apoyo
- Compañía
- Medios de comunicación
Cómo montar un intercambiador de calor tipo placa
Intercambiador de calor industrial ejemplifica una excepcional eficiencia térmica y juega un papel crucial en diversos entornos industriales, comerciales y residenciales. Su estructura compacta esconde un mecanismo complejo que permite una transferencia de calor significativa entre dos fluidos. Sin embargo, para realizar plenamente este potencial y evitar errores costosos, un montaje cuidadoso y una instalación precisa son esenciales: estos son pasos vitales para lograr un rendimiento térmico óptimo, durabilidad y seguridad en funcionamiento. Los procedimientos inadecuados pueden resultar en una eficiencia reducida, fallas tempranas de los componentes y fugas potencialmente peligrosas. Esta guía ofrece un examen exhaustivo de las mejores prácticas para el montaje e instalación deIntercambiador de calor PlacaAsegurar que su sistema funcione con la máxima eficacia desde el principio.
Intercambiador de calor tipo placa
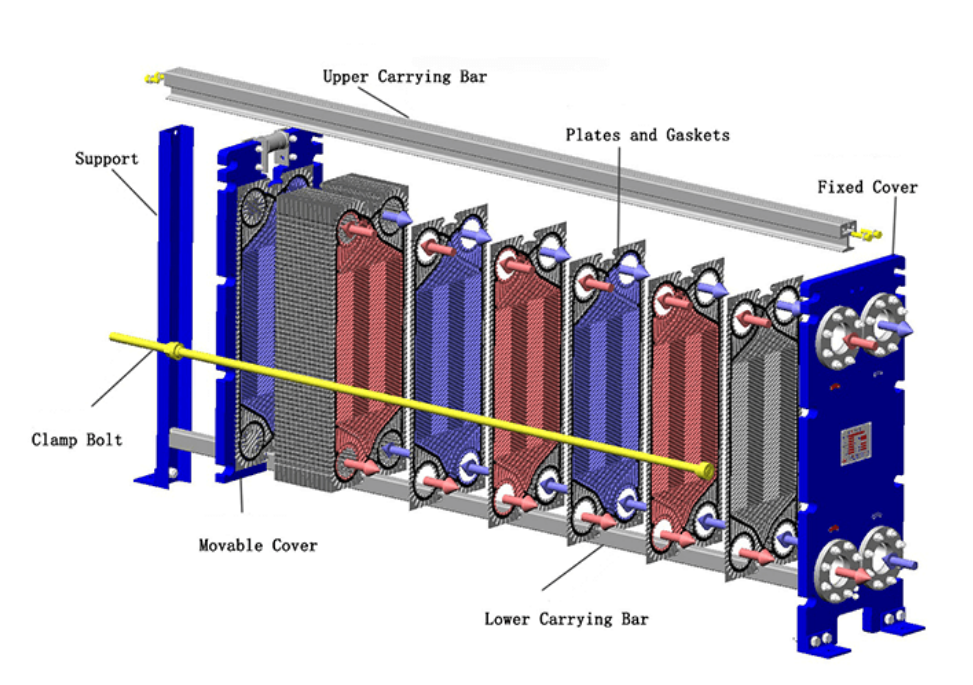
Antes de explorar los procedimientos, es crucial tener una comprensión fundamental de los componentes que componen el PHE. Un PHE típico con junta contiene:
1. Frame Plate: El extremo fijo del intercambiador, generalmente que contiene algunos de los puertos de conexión de fluido. constituye el anclaje estructural.
2. Placa de presión: La placa de extremo móvil que comprime el paquete de placas contra la placa del marco. También puede incluir puertos de conexión.
3. Placas de Transferencia de Calor: El Thin,Placas de metal corrugadas (a menudo de acero inoxidable, titanio u otras aleaciones) diseñados con patrones específicos (como el patrón de chevron común) para maximizar la turbulencia y el área de superficie de transferencia de calor. Estos son el núcleo del proceso de intercambio térmico.
4. Gaskets: Sellos elastoméricos instalados en ranuras en las placas. Servían a un doble propósito: sellar los canales para evitar fugas externas y dirigir el flujo de los dos fluidos en canales alternados, evitando la mezcla interna. Las juntas de alta calidad son cruciales; consulte las opciones enIntercambiador de calor de placa.
5. Carry Bar: Una barra superior que soporta el peso de las placas y la placa de presión, asegurando la alineación.
6. Guía de Bar: Barra inferior que mantiene la alineación vertical de las placas y la placa de presión.
7. Apretamiento de bolts: Los pernos largos se utilizan para comprimir todo el paquete de placas entre la placa del marco y la placa de presión a una dimensión específica, asegurando un sello adecuado.
8. Columna de Apoyo: Proporciona soporte estructural para las barras de transporte y guía, sobre todo en unidades más grandes.
Asamblea paso a paso
Asamblea aGastrónimo PheYa sea nuevo o después del mantenimiento, requiere atención al detalle. Prometerse en esta etapa es una causa frecuente de problemas futuros.
1. Preparación es primordial:
Limpieza: Asegúrese de que todos los componentes, especialmente las placas del intercambiador de calor y las ranuras de las juntas, estén impecablemente limpios y libres de escombros, aceite o residuos de adhesivo viejo. El área de asamblea también debe estar limpia.
Inspección: Inspeccione cuidadosamente cada placa en busca de abolladuras, deformaciones o daños a la ranura de la junta. Examine las juntas para detectar grietas, endurecimiento, hinchazón o pérdida de elasticidad. Los componentes dañados deben ser reemplazados.
Herramientas: Reúne las herramientas necesarias: llave de torsión, llaves / zócalo apropiados, cinta métrica, martillo blando (opcional), adhesivo de junta (si corresponde), lubricante para pernos y equipo de protección personal (PPE) como guantes y gafas de seguridad. Los bordes de las placas pueden ser afilados.
Documentación: Tener el dibujo de montaje y las especificaciones del fabricante fácilmente disponibles. Esto incluye la dimensión crucial de apretamiento de objetivos.
2. Frame y configuración inicial:
Seguridad Primero: Antes de comenzar el montaje, asegúrese de usar EPI adecuado, incluidos guantes resistentes (los bordes de la placa pueden ser afilados) y gafas de seguridad. Ten en cuenta los pesos de los componentes durante el manejo.
Coloque la placa de marco de forma segura:Asegúrese de que las barras de transporte y guía estén correctamente conectadas y alineadas.
3. Arreglo de Plate Pack:
orientación: Este es el paso más crítico.Platos corrugados Las placas están normalmente diseñadas para ser colgadas alternativamente (rotadas 180 grados con respecto a la placa anterior). Esto crea canales de flujo. Presta mucha atención al patrón de la placa (por ejemplo, placas de alta theta vs. baja theta si se mezcla) y asegúrese de la secuencia correcta según el dibujo de ensamblaje. Una disposición incorrecta conduce a bypass, reducción del rendimiento o fugas internas.
Alineación de gasket: Asegúrese de que cada junta esté correctamente sentada en su ranura. Para las juntas de clip-on o snap-on, compruebe que todos los puntos de fijación están enganchados. Para las juntas pegadas, asegúrese de una adhesión adecuada sin que el exceso de pegamento se apriete sobre la superficie de transferencia de calor u obstruya la trayectoria de flujo.
Placas de carga: Cuelgue cuidadosamente las placas en la barra de transporte una por una, asegurándose de que se deslicen suavemente y se alineen correctamente en la parte inferior a través de la barra de guía. La primera placa (placa de inicio) va contra la placa del marco, seguido por las placas de flujo en secuencia alternativa, terminando con la última placa (placa final) antes de la placa de presión. Inspeccione visualmente el borde del paquete de placas a medida que lo construye; un ensamblaje correcto a menudo exhibe un patrón característico de "capa de miel" debido a las ondulaciones alternadas.
4. Diferencias en la instalación de juntas:
Clip-on / Snap-on: Estos son generalmente más fáciles de instalar. Alinear elJunta en intercambiador de calor de placas correctamente y presionar firmemente en la ranura, asegurando que todos los clips o pestañas se enganchen de manera segura.
Glosas Gluidos: Aplique una perla delgada y uniforme del adhesivo recomendado por el fabricante en la ranura limpia de la junta. Evita el exceso de pegamento. Coloque cuidadosamente la junta, asegurándose de que se asiente plana sin estirar. Permitir un tiempo de curado adecuado según lo especificado por el fabricante del adhesivo, potencialmente bajo compresión ligera (por ejemplo, apilar placas con una tabla y peso en la parte superior).

5. Compresión y apretamiento:
Placa de presión de posición: Deslice la placa de presión a lo largo de las barras hasta que entre en contacto con el paquete de placas.
Instalar los pernos de apretamiento: Insertar los pernos de apriete lubricados. Comience a roscar las nueces a mano.
Apretamiento sistemático: Esto debe hacerse de manera uniforme para evitar dañar las placas o distorsionar la placa de presión. Apriete los pernos gradualmente en un patrón diagonal o de "estrella" (por ejemplo, arriba-izquierda, abajo-derecha, arriba-derecha, abajo-izquierda). Utilice una llave de torsión o apriete midiendo la distancia entre las superficies interiores de la placa del marco y la placa de presión.
Medir el gap: Continúe apretando los pernos uniformemente en un patrón diagonal (estrella) hasta que la brecha entre la placa fija del marco y la placa de presión móvil coincida con el valor especificado por el fabricante (por ejemplo, x mm ± y mm). Medir este espacio en múltiples puntos alrededor del marco, especialmente cerca de cada perno, para asegurarse de que las placas permanezcan paralelas y uniformemente comprimidas. Utilice una herramienta de medición calibrada, como un medidor o regla, para obtener la precisión. Crucialmente, no se extienda demasiado. Excedir la compresión máxima puede deformar las placas, aplastar las juntas y, paradójicamente, causar fugas. Por el contrario, el sub apriete dará como resultado fugas inmediatas.
6. Verificación de la Asamblea Final:
Compruebe que el espacio entre la placa fija del marco y la placa de presión móvil es correcto y uniforme.
Inspeccione visualmente los bordes del paquete de placas de nuevo para una alineación correcta.
Compruebe que todos los pernos están correctamente asegurados.
Cómo instalar un intercambiador de calor de placas
Una vez reunidos, elEl PHErequiere una correcta instalación dentro del sistema más amplio.
1. Preparación del sitio:
fundación: Asegurar una base sólida y nivelada capaz de soportar el peso lleno del intercambiador.
Despacho: Proporcionar un espacio adecuado alrededor de la unidad para la operación, inspección y mantenimiento futuro (como la eliminación de placas o limpieza). Una regla general es permitir un espacio libre equivalente a la longitud de la unidad para la extracción de pernos y el acceso al paquete de placas.
Medio Ambiente: Proteja la unidad de daños físicos, vibraciones excesivas y atmósferas corrosivas si es posible. Considere una bandeja de goteo debajo, especialmente para aplicaciones críticas o donde la fuga podría dañar el equipo circundante.
2. Elevación y Posicionamiento:
· Utilice el equipo de elevación apropiado (cintas, polipasos) y siga las pautas del fabricante para los puntos de elevación (a menudo designados en el marco o utilizando pernos específicos). Nunca levante por las conexiones.
· Baje cuidadosamente la unidad sobre su base, asegurándose de que permanezca nivelada. Asegurarlo si es necesario por diseño.

3. Conexiones de tuberías:
· Alineamiento: Asegúrese de que las tuberías de conexión se alineen perfectamente con las boquillas PHE. Evite forzar las tuberías a alinearse, ya que esto impone estrés en el marco y las conexiones del intercambiador, lo que puede provocar fugas o daños potenciales. Utilice juntas de expansión o conectores flexibles cuando sea necesario para acomodar la expansión térmica y la vibración.
· Tipos de Conexión:
··Flangado: Utilice la junta apropiada (a menudo suministrada por el propio revestimiento PHE si está recubierto de goma, de lo contrario utilice juntas de brida separadas compatibles con el fluido). Apriete los pernos de brida uniformemente en un patrón de cruz. No apriete demasiado, especialmente en las conexiones de la placa de marco tapado.
··Threatened: Use sellador o cinta adecuada. Utilice dos llaves, una para mantener firme la conexión PHE y otra para apretar el acoplamiento, para evitar la transmisión de par a la propia conexión PHE, lo que podría dañar los sellos internos.
· Dirección del flujo: Conecte la tubería de acuerdo con la configuración de flujo especificada (por ejemplo, flujo de contracorriente es más común para una eficiencia óptima). Los puertos de entrada y salida generalmente están claramente marcados.
· Soporte: Soporte de forma independiente todas las tuberías de conexión para evitar que su peso soporte sobre el intercambiador de calor.
4. Equipo auxiliar:
· Instalar válvulas de aislamiento en todos los puertos de entrada y salida para el mantenimiento.
· Considere la instalación de filtros aguas arriba de las entradas de PHE para proteger los canales de placa estrecha de la contaminación de partículas.
· Manómetros y sensores de temperatura en entradas y salidas son esenciales para monitorear el rendimiento.
· Instalar ventilaciones de aire en puntos altos para facilitar la purga de aire durante el arranque.
· Asegúrese de que las válvulas de alivio de seguridad estén correctamente instaladas si las presiones del sistema pueden exceder los límites de diseño del PHE.
5. Prueba de fugas (Prueba hidrostática):
Antes de introducir fluidos de proceso, realice una prueba hidrostática. Llene lentamente un lado del intercambiador con agua, ventilando aire. Aumentar gradualmente la presión a la presión de prueba especificada (normalmente de 1,3 a 1,5 veces la presión máxima de funcionamiento, pero siempre consulte las especificaciones del fabricante). Mantenga la presión durante un período designado (por ejemplo, 30 minutos) e inspeccione a fondo si hay fugas externas de las juntas, conexiones o el marco. Despresurizar, drenar y repetir el proceso para el otro lado. Abordar las fugas encontradas (a menudo requiere un ligero, incluso apretamiento dentro de la tolerancia, o potencialmente volver a juntar / volver a montar si los problemas persisten).
6. Aislamiento (si es necesario):
Si la aplicación implica diferencias de temperatura significativas y se necesita conservación de energía o protección del personal, aisle el marco PHE y, potencialmente, las conexiones. Asegúrese de que el aislamiento no cubra los agujeros de lloro o impida el acceso para la inspección.
Solución de problemas mientras instala suPlaca tipo intercambiador de calor
· Fugas externas:A menudo debido a juntas dañadas / desalineadas, o apriete desigual. Volver a verificar el paralelismo; apretar ligeramente si está dentro de la tolerancia. Si es persistente, se requiere desmontaje e inspección.
· Fugas internas (contaminación cruzada): Generalmente causada por una placa perforada (corrosión, erosión, choque de presión) o una junta gravemente fallida. Requiere desmontaje, inspección de placas (prueba de penetración de tinte si es necesario) y reemplazo de componentes dañados.
· Rendimiento térmico reducido / Caída de alta presión: Frecuentemente causada por incrustación (escalación, sedimentos, crecimiento biológico), montaje incorrecto de placas (salto) o condiciones de funcionamiento que se desvían significativamente del diseño (por ejemplo, bajas tasas de flujo que causan una mala distribución). A menudo se requiere una limpieza (CIP o manual). Verifique los parámetros de montaje y funcionamiento.
· Fallo de la junta: Puede resultar de incompatibilidad química, temperatura excesiva, sobrecompresión o simple envejecimiento. Asegúrese de que la selección del material de la junta es correcta y se adhieren a las especificaciones de apriete. La inspección regular durante el mantenimiento es clave.
El detalle es la clave de la sostenibilidad
El montaje e instalación de un intercambiador de calor de placas no son meras tareas mecánicas; son procedimientos de ingeniería cruciales que afectan directamente a la eficiencia, la fiabilidad y la seguridad del sistema. Al seguir estos pasos detallados y comprender las posibles dificultades, puede garantizar que su intercambiador de calor de placas ofrezca el alto rendimiento y la larga vida útil para la que fue diseñado.
Shanghai Equipos de Transferencia de Calor Co., Ltd. se especializa en el diseño, fabricación, instalación y servicio de intercambiadores de calor de placas y sistemas completos de transferencia de calor.
Si necesita más consulta y discusión, no dude en Contacta con nosotros.
Correos electrónicos: info@shphe.com
WhatsApp / celular: 86 15201818405



